

今天是农历七年初七,中国情人节七夕,在这里先祝各位工程师们节日快乐。有老婆跟老婆回家,有女朋友的跟女朋友约会,单身的嘛,可要努力抓紧咯,不然宅在家里或宿舍里就只能上来钉钉看网站消耗时间啦。当然,在这里能学到点技术就最好不过了。
今天随便说点,就来个简单的,说说压铸件的粗糙度吧。
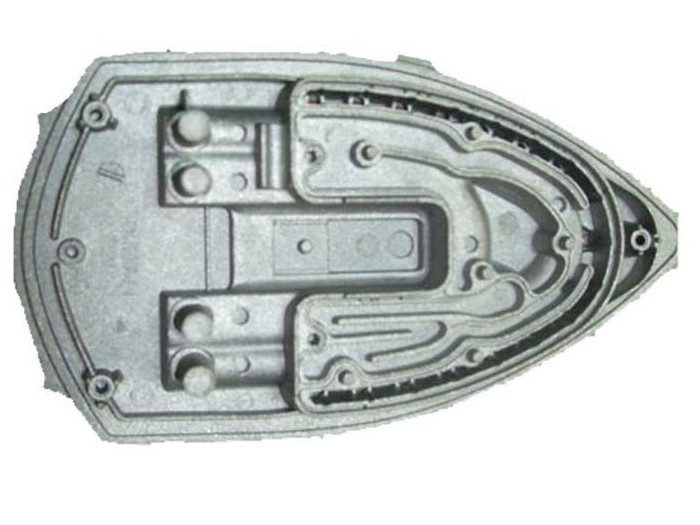
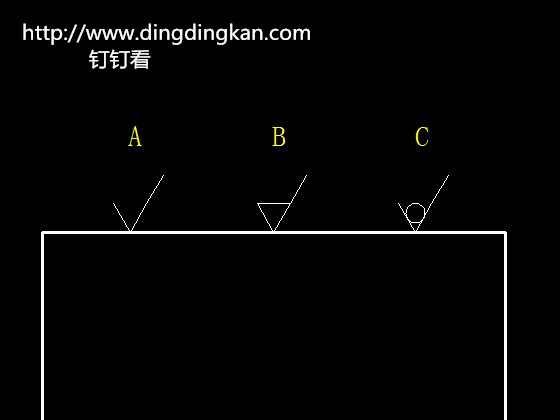
压铸件是利用金属液冷却成型的,而金属液的温度又是非常之高。因为这个固有的特性,所以一般的压铸件生产出来表面都会有一定的不光滑,当然,为了表示这个不光滑的程度,我们可以用粗糙的等级来表示。按压铸件的表面质量等级来分可以分为三个等级,如图。
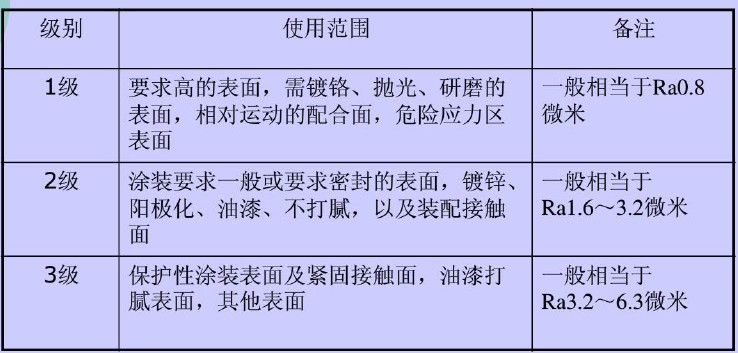
以我们最常用的铝合金和锌合金来说,铝合金的表面粗糙度在Ra3.2~6.3之间,也就是上图中的三级;而锌合金的表面粗糙度在Ra1.6~3.2之间,也就是二级。
一级的粗糙度则需要模具做得非常好才能实现,另外,随着模具使用次数的增加,压铸件表面粗糙度会随着增加,如果还要达到最初的表面效果时模具就要进行修模抛光了。




评论