

塑胶零件的壁厚对零件的质量影响很大,壁厚过小时成型的流动阻力大,大形复杂的零件就很难充满型腔,塑胶壁厚的最小尺寸应满足以下几个方面的要求:
1.足够的强度和刚度;
2.脱模时能经受脱模机构的冲击与震动;
3.装配时能承受足够的紧固力。
通常来说,产品的壁厚大小取决于产品的需要受外力的大小、产品体积的大小、选用材料及其他功能。一般来说,壁厚的设计一般不超过4mm(特殊产品除外)。
只要满足零件的要求,要尽可能降低产品的壁厚。为什么这么说呢?这里从两个原因来说明。
第一,从产品结构来说,壁厚过厚的产品产生“空穴气孔”的可能性会大大增加,从而严重削弱产品的刚性及强度。
第二,从成本方面考虑,壁厚过厚的产品意味着使用的原料也会增加,从而导致零件成品增加,这是其一;其二是过厚的产品使得注塑时间和冷却时间都大大增加,从而增加人工成本,这也是导致成本增加的一方面。
所以说,只要满足零件的各个功能要求,降低产品的壁厚是有百利而无一弊的。
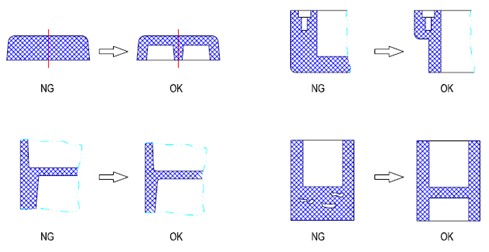
下面的四个图中,左边的图厚度不一,不用说都知道是不良的结构,右边的则相反。
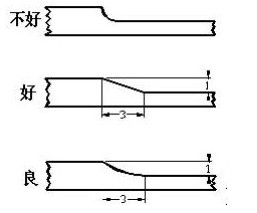
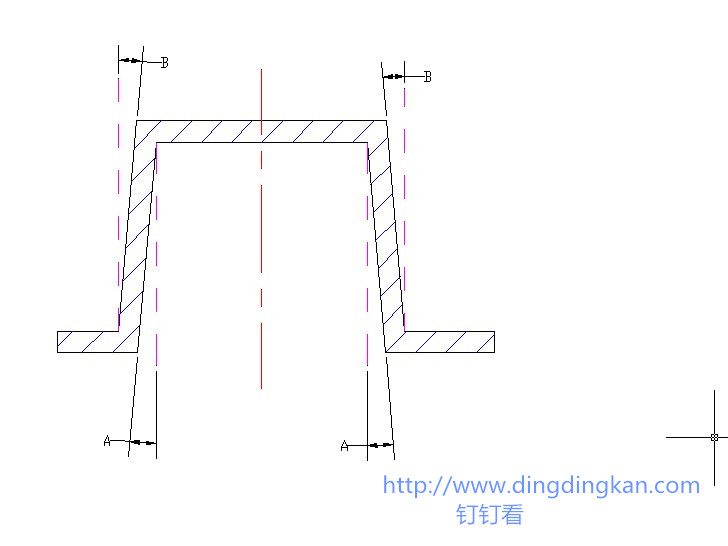
不过有时候在产品结构设计过程中,由于结构的其他限制,不要避免的要在某位置减少壁厚,这个时候应尽量缓缓地过渡,不要一下将壁厚降到所需的要求,最好保证比例在3:1以上,可以参考下图。
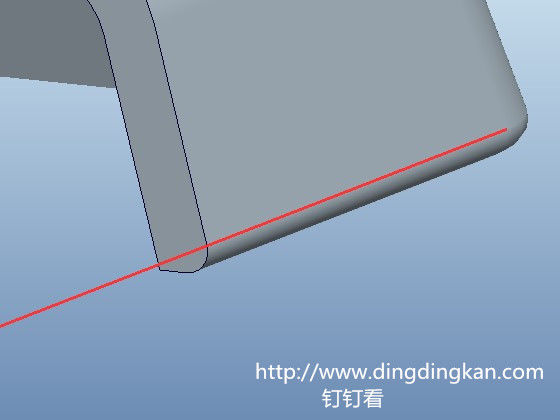
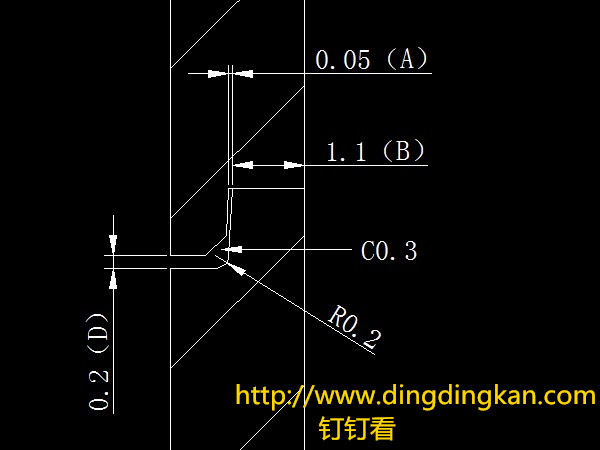
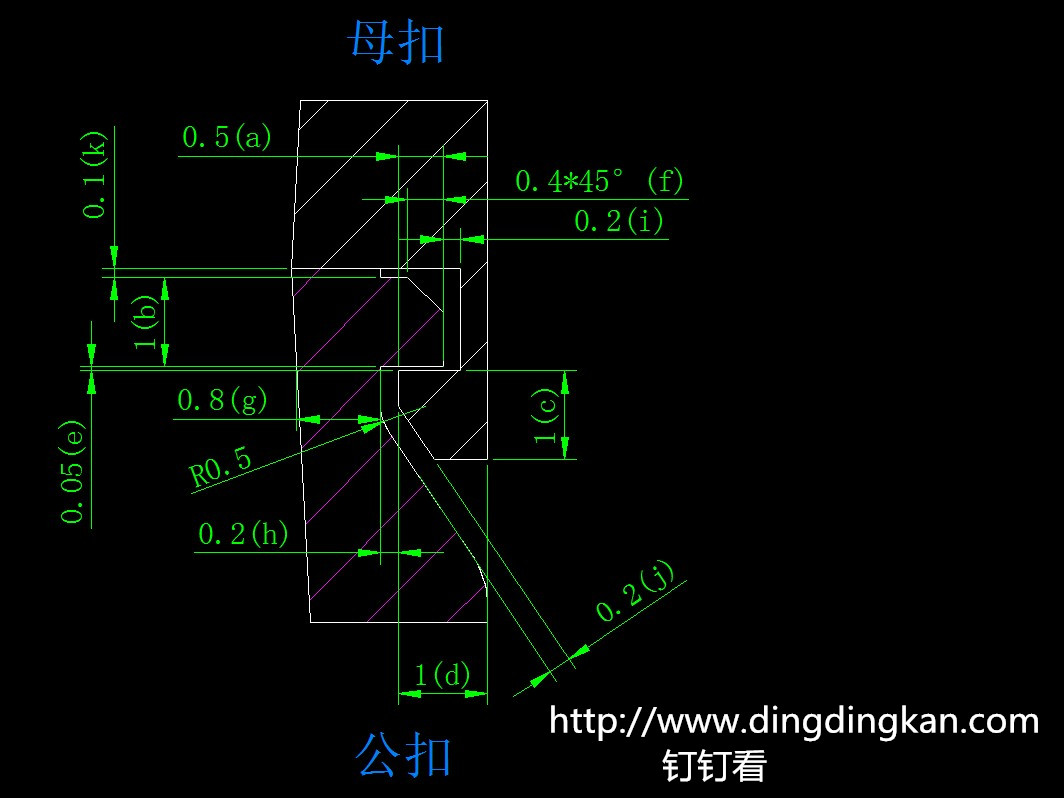
壁厚一致在圆角处也是一样的道理,以免冷却时间不一致。冷却时间长的地方就会有收缩现象,因而发生部件变形和挠曲。此外,尖锐的圆角位通常会导致部件有缺陷及应力集中,尖角的位置亦常在电镀过程後引起不希望的物料聚积。集中应力的地方会在受负载或撞击的时候破裂。较大的圆角提供了这种缺点的解决方法,不但减低应力集中的因素,且令流动的塑料流得更畅顺和成品脱模时更容易。
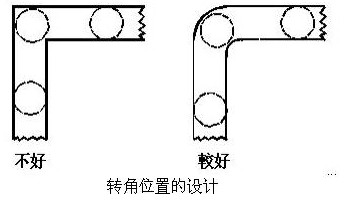
所以,一件设计结构好的塑胶件,基本上是看不到一些棱棱角角的。




评论