

扣位是塑胶件的主要装配方式之一,因其结构在塑胶件生产时已经制造出来,无需其他如螺丝等紧固件就可以直接配合装配,是一种方便快捷且经济的装配方式。有些地方也叫做卡扣,其实是一个概念。
在进行产品结构设计时,扣位有好几种形式,但其原理都类似。为了简单说明,从网上下了张图片,并配以塑胶件A和塑胶件B两个名称(以下简称A件B件)。
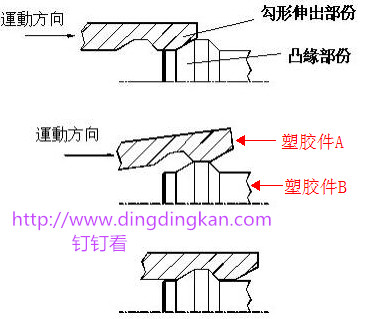
当AB两个零件扣上时,其中A件的勾形伸出部份被B件的凸缘部份推开,直至B件的凸缘部份完结为止;而A件凭着塑胶特有的弹性,勾形伸出部份即时复位,其后面的凹槽亦即时被B件件的凸缘部份嵌入,此倒扣位置立时形成互相扣着的状态,至此完成组装。
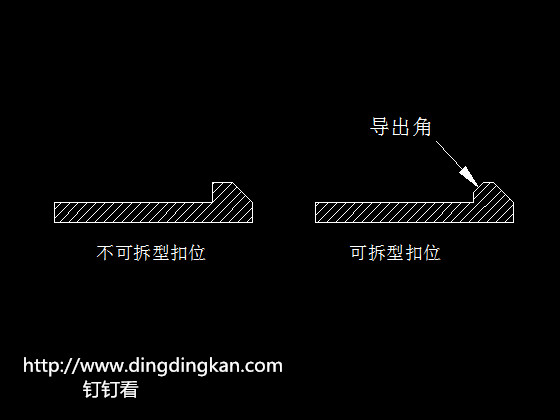
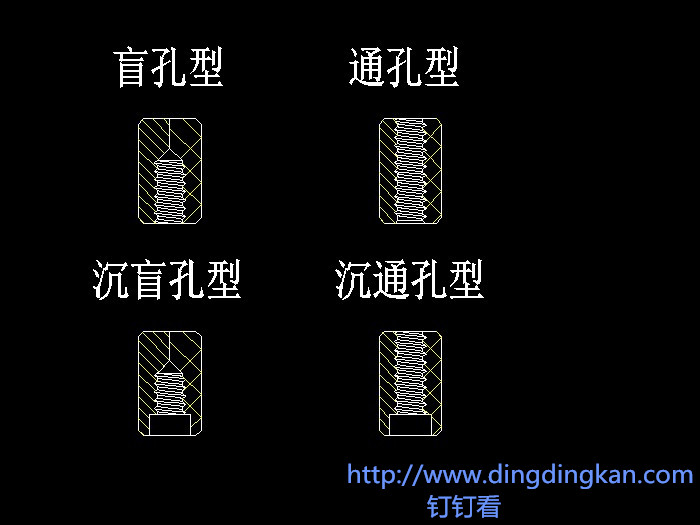
扣位按功能来分,可以分为可拆型和不可拆型。个人感觉其实这种区分方法也是相对的,所谓的不可拆型,是比较难拆而已,当所用的力度达到一定后,基本上所有扣位都可以拆开。
两者的区别是有无导出角。
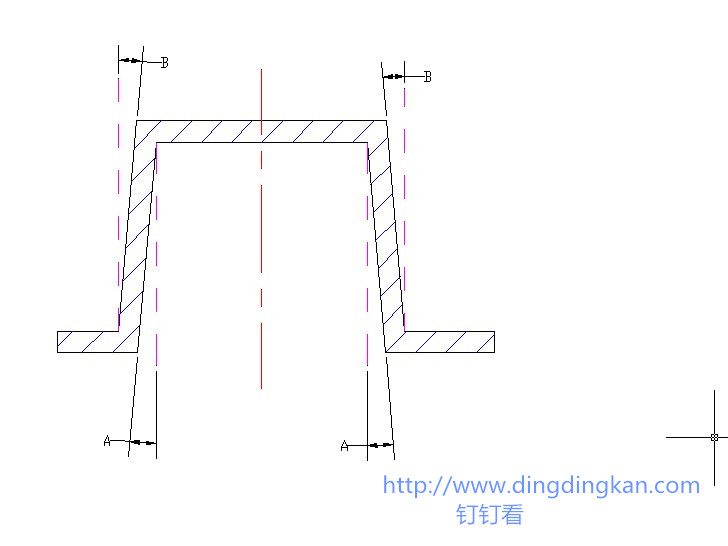
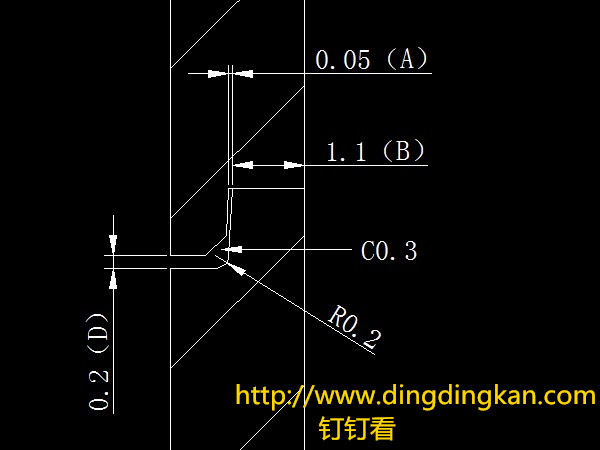
知道了扣位的工作原理及类型,设计扣位的尺寸应该怎么定呢?且看下图。
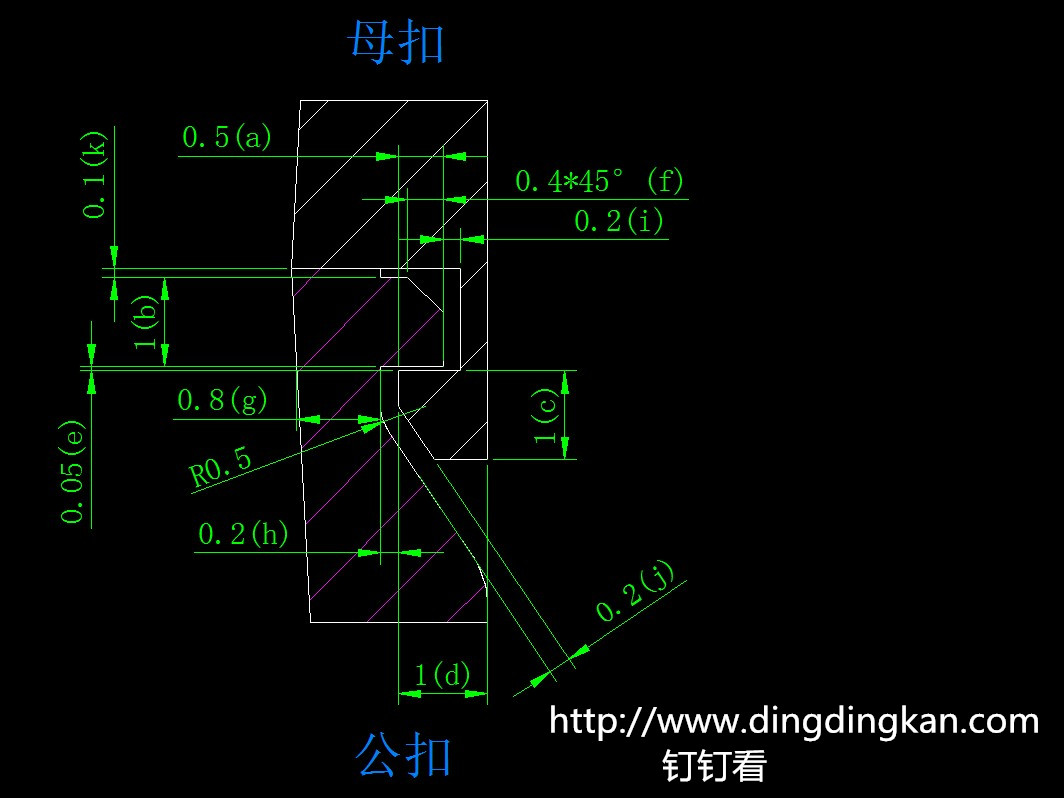
字母顺序为设计扣位时的重要程序,如a表示最重要的尺寸,h和i的重要性而比较低,可以根据需求自定。下面为各尺寸说明:(以下单位均为mm)
1.a是扣位的扣合量,关系到扣位是否有作用,扣上后是否难拆的尺寸,一般是0.3-0.6之间,这里取0.5(个人常用的也是0.5);
2.b是公扣的厚度,也是保证扣位设计成功的因素之一,一般取0.8-1.2,这里取1;
3.c是母扣的厚度,重要性和公扣一样,一般取0.8-1.2,这里取1;
4.d是母扣的宽度,跟bc一样保证强度,一般取0.8-1.2,这里取1;
5.e是扣位间的间隙,不能过大也不能过小,一般取0.05即可;
6.f是公扣的倒角,设计这点是为了方便装配,一般为倒角0.3-0.5,这里取0.4;
7.g是公扣最薄处的厚度,为了保证公扣的弹性强度,这里一般取0.8-1.25,这里取0.8;
8.h也是扣位的避让间隙,一般不少于0.2,这里取0.2
9.i是扣位的避让间隙,一般不少于0.2,这里取0.2;
10.j也是扣位的避让间隙,一般不少于0.2,这里取0.2
11.k是便于模具设计出来,一般取0.05-0.2,这里的取0.05(个人比较常取1)
备注:图中有两个尺寸没有提到,一个是母扣最薄处的厚度,另一个就是母扣的倒角;大家不妨自行思考。考虑到的朋友可以参考下面内容发现是否一致,懒得思考的朋友就直接往下看得了。
母扣最薄处的厚度,这个其实是可以算出来的,按照上面的内容,d为1,扣合量a为0.5,扣位避让间隙i为0.2,多出的余量就是母扣最薄处的厚度0.3啦。
母扣的倒角,不多解释,跟公扣一样为0.4。






评论