

众所周知,五金件大部分是用冷冲模生产的,既然零件是模具冲裁出来的,那么模具间的间隙肯定会对零件和模具都有着各种影响。
对于零件来说,模具的冲裁间隙直接决定了其断面的质量,从而决定的产品的层次及价格;对于模具本身来说,小冲裁间隙的模具制作起来有一定的难度,价格也相对较高,其次是模具的使用寿命。作为从事产品结构设计的工程师来说,谁都不希望自己设计出来的零件,用来生产的模具随随便便就坏了,然后使劲修模,浪费修模费用不说,还影响生产效率。
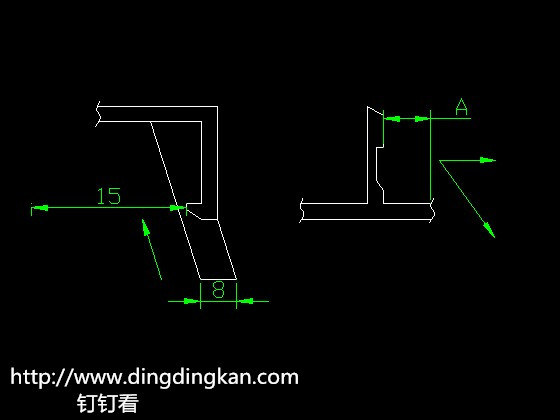
冲裁间隙大体上可分为大间隙,正常间隙和小间隙三种。下面列表说明。
| 项 目 | 影 响 情 况 | ||
| 大 间 隙 | 正 常 间 隙 | 小 间 隙 | |
| 断面质量 | 圆角大,毛刺大,撕裂角大 | 圆角正常,无毛刺,能满足一般冲压件要求 | 圆角小,有毛刺,断面与板料平面垂直 |
| 冲裁力 | 小 | 适中 | 大 |
| 模具寿命 | 降低 | 适中 | 小 |
| 制作尺寸 | 外形尺寸小于凹模尺寸,内形尺寸大于凸模尺寸 | 尺寸适中 | 外形尺寸大于凹模尺寸,内形尺寸小于凸模尺寸 |
| 卸料力和推件力 | 减小 | 合适 | 增大 |
| 模具制造 | 容易制造,若采用线切割机床加工凹凸模一次可加工成形 | 一般 | 不易制造 |
| 力态分布 | 挤压作用减弱,侧压力稍有降低 | 近于纯剪切 | 板料对模具的挤压力强,侧压力和摩擦力大,并随切入量增加而增大,直到撕裂时下降 |


评论